



当前位置:首页 -> 技术支持
技术支持
上银滚珠丝杠的预压方式
发布时间:2016/2/18 11:34:07 浏览次数:2402
预压的目的在于消除轴向间隙且降低因轴向力造成的弹性位移。也可改善滚珠丝杠的刚性。因滚珠丝杆承受轴向负荷,针对有预压牙型的设计以哥德式为佳。此牙型具有独特的钢珠与珠槽接触方式,能消除任何可能的轴向背隙并能增加刚性。
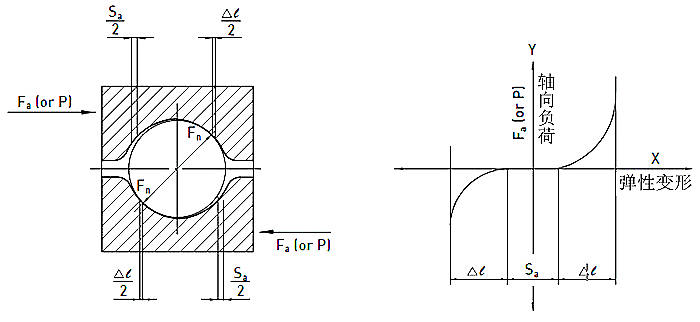
独特的哥德式牙型珠槽能产生大约45°的钢珠接触角。由外部动力及内部预压力产生轴向力Fa能产生两种背隙。一种是钢珠与珠槽之间制造所产生的正向背隙Sa。另一种是由垂直于接触点的正向力Fn所产生的弹性变形△L。制造所产生的背隙能由内部预压力P消除,此种预压力可藉由双螺帽、偏移节距的单螺帽或以钢珠大小调整预压的单螺帽产生。弹性变形是由内部预压力和外部负荷产生进而造成失步效应。
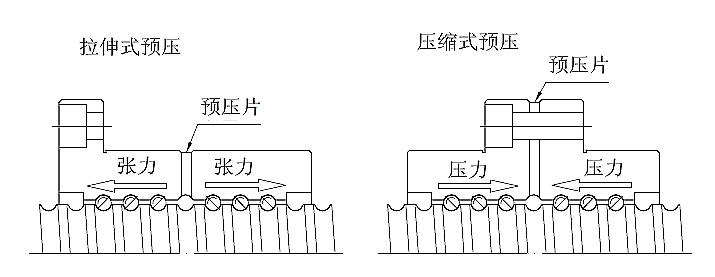
1、双螺帽预压方式
此种预压藉由凉螺帽间的预压片产生。“拉伸预压”是由过大的预压片有效的挤压分开螺帽。“压缩预压”是由过小预压片以螺栓将两螺帽拉在一起。拉伸预压是上银精密级滚珠丝杠最常使用的方式。然而也能按照客户的要求来制造压缩预压丝杆。滚珠丝杠的预压必然会增加刚性,在选购的时候要说明预拉量为多少。
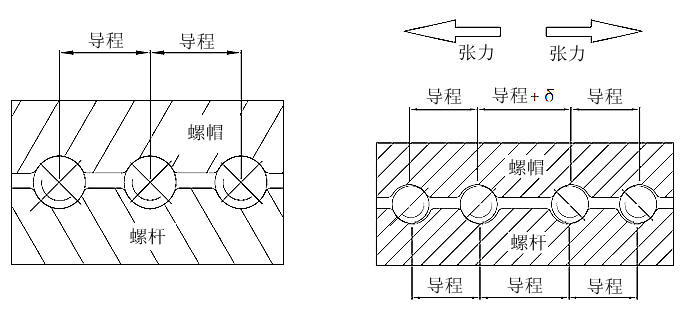
2、单螺帽预压方式
单螺母有两种预压方式,一种称为“过大钢珠预压方式”。此种方式的钢珠比珠槽空间大,使钢珠产生四点接触,如下图所示。另一种称为“导程偏移预压方式”。在螺帽节距上有微量的偏移。这种方式来取代传统双螺帽的预压方式,并在较短螺帽长度及较小预压力下拥有较高刚性。但是此种方式不适用于太高预压力。最好将预压力控制在5%动负荷以下。
文章标题:上银滚珠丝杠的预压方式
本文地址:http://www.hiwinqw.com/news/21.html
本文来源:东莞市创威达传动科技有限公司
产品导航
联系我们
- 联系人: 罗小姐
- 电 话 : 13532728713
- 手 机 : 13532728713
- Q Q :
- 传 真 : 0769-23136626
- E-mail : 3004181343@qq.com


